
















导轨导向精度是指机床导轨副的运动件实际运动方向与理想运动方向的符合程度,两者之间的偏差值称为导向误差。
机床直线导轨
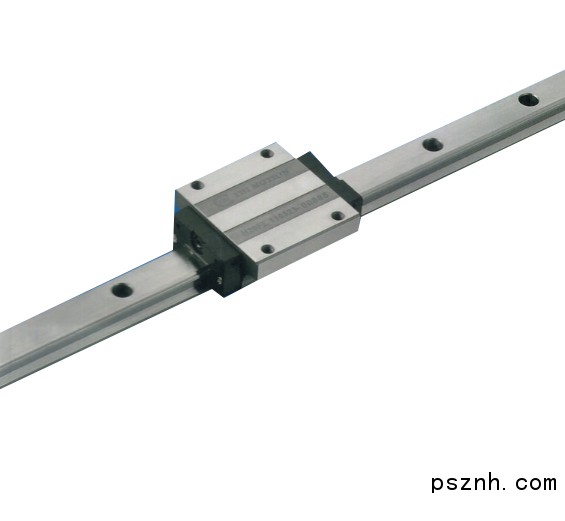
在机床的精度标准中,直线导轨的导向精度一般包括下列主要内容。
(1)导轨在水平面内的直线度。
(2)导轨在垂直面内的直线度。
(3)前后导轨的平行度。
(4)导轨对主轴回转轴线的平行度(或垂直度)。
导轨导向误差对不同的机械加工方法和加工对象,将会产生不同的加工误差。在分析导轨导向误差对机械加工精度影响时,主要应考虑导轨误差引起工件在误差敏感方向的相对位移。
刨床的误差敏感方向为垂直方向。因此,床身导轨在垂直平面内的直线度误差影响较大。它引起机械加工表面的直线度及平面度误差。
镗床误差敏感方向是随主轴回转而变化的,故导轨在水平面及垂直面内的直线度误差均直接影响加工精度。在普通镗床上镗孔时,如果以镗刀杆为进给方式进行镗削,那么导轨不直、扭曲或者与镗杆轴线不平行等误差,都会引起镗出的孔与其基准的相互位置误差,而不会产生孔的形状误差;如果工作台进给,那么导轨不直或扭曲,都会引起所加工孔的轴线不直。当导轨与主轴回转轴线不平行时,则镗出的孔呈椭圆形。
机床安装不正确所引起的导轨误差,往往远大于制造误差。特别是长度较大的龙门刨床、龙门铣床和导轨磨床等,它们的床身导轨是一种细的结构,刚性较差,在本身自重的作用下就容易变形。如果安装不正确,或者地基不良,都会造成导轨弯曲变形(严重的可达2—3mm)。
导轨磨损是造成导轨误差的另外一个重要原因。由于使用程度不同及受力不均,机床使用一段时间后,导轨沿全长上各段的磨损量不等,并且在同一横截面上各导轨面的磨损量也不相等。导轨磨损会引起床鞍在水平面和垂直面内发生位移,且有倾斜,从而造成切削刃位置误差。
机床导轨副的磨损与工作的连续性、负荷特性、工作条件、导轨的材质和结构等有关。一般卧式车床,两班制使用一年后,前导轨(二角形导轨)磨损量可达0.04—0.05mm:粗加工条件下,磨损量可达0.1—0.2mm。车削铸铁件,导轨磨损更大。
影响导轨导向精度的因素还有加工过程中力、热等方面的原因。
为了减小导向误差对机械加工精度的影响,机床设计与制造时,应从结构、材料、润滑、防护装置等方面采取措施以提高导向精度和精度的保持性;机床安装时,应校正好水平和保证地基质量;使用时,要注意调整导轨配合间隙,同时保证良好的润滑和维护。



 手机图页网
手机图页网



